

半導体工場で製造工程を管理したり、設備エンジニアリングに携わっている人なら、歩留まり率がどれほどストレスになるかは言うまでもないだろう。微粒子数で眠れなくなる。超純水(UPW)ループへの金属イオンの溶出を心配する。1兆分の1(ppt)の汚染が急増すれば、突然、何百万ドルものウェハーが実質的にゴミとなる。
私はこの業界に長くいるので、ホースのような "些細な "部品で手抜きをし、エッチング工程でその10倍もの代償を払う人を見てきました。今日は、一般的なチューブの話ではありません。化学薬品供給システムの命綱の話です: PTFEライニングホース.
で テフロンX28nmノードから3nmノードへの移行が見られる。エラーの許容範囲は?基本的にはゼロです。では、なぜホースの素材選びが思った以上に重要なのか、なぜPTFE(ポリテトラフルオロエチレン)が基本的にクリーンルームのスーパーヒーローなのかについて、現実的な話をしよう。
半導体製造における「サイレント・キラー
ここからが本題です。フッ化水素酸(HF)や硫酸のような攻撃的な酸をシステムに送り込むとき、あるいは18.2メガオームのUPWであっても、流体は空腹です。触れるものは何でも食べようとします。
低グレードのPFAや標準的なステンレ ス鋼を間違った用途に使用すると、その流体は パイプ壁からイオンを剥離してしまう。私たちはこれを "浸出 "と呼んでいます。
で 半導体製造浸出はサイレントキラーだ。肉眼では見えない。しかし、収量管理ソフトは、欠陥が積み重なり始めると、間違いなくそれを見抜くだろう。
なぜ滑らかさがすべてなのか
ホースの内面は単なる壁ではなく、風景なのだ。顕微鏡で見ると、安価なチューブはロッキー山脈のように見えます。これらの山や谷は、洗浄サイクルで洗い流されなかったバクテリアや粒子、化学残留物の絶好の隠れ場所なのです。
私たちは、Ra(算術平均粗さ)で測定される表面粗さに重点を置いています。ハイエンドの半アプリには、驚くほど低いRa値が必要です。
ロジック:
- Raが低い=表面が滑らか。
- より滑らかな表面=化学薬品が食い込む表面積が少ない。
- 食い込みが少ない=溶出が少なく、粒子の巻き込みがない。

テフロンX PTFEライニングホース - スムーズボアデザイン
当社のフレアエンド付きPTFEライニングホースは、汚染のない純粋な流体経路を保証します。この高純度PTFEライニングホースは重要な用途に最適です。信頼性の高い性能を発揮します。
耐薬品性:PTFEのスーパーパワー
少し専門的になるが、簡単に説明しよう。PTFEの炭素とフッ素の結合は、有機化学で最も強い結合のひとつである。頑固な結合だ。分解しようとしない。
これがその理由だ。 PTFEライニングホース そんな非常識な 耐薬品性.ピラニアエッチング(硫酸+過酸化水素)でもBOE(バッファードオキサイドエッチング)でも、高品質のPTFEライナーはシールドのように機能します。
数年前、台湾の工場を訪れたことを覚えている。彼らは3カ月ごとにホースを交換していました。使用している溶剤がライナーを膨張させるからです。膨張すると流量と圧力が変化し、悪夢のような状態になります。私たちは、高密度でペースト状に押し出されたPTFEライナーに切り替えました。最後に確認したのは?この2年間、ホースの交換はしていない。
素材の比較:どちらが勝つか?
なぜステンレス316Lを使わないのですか?ステンレスは素晴らしいが、塩化物イオンを嫌う。HFは塩化物イオンを朝飯前にしてしまうんだ。
フッ素樹脂にこだわる理由は以下の通り:
| 特徴 | ステンレススチール316L | PVDF(カイナー) | PTFE(テフロンX) |
|---|---|---|---|
| 耐酸性(HF) | 悪い(腐食する) | 良い | 素晴らしい |
| 耐溶剤性 | 素晴らしい | 公平 | 素晴らしい |
| 温度範囲 | 高温 (>500°C) | 中程度(~150) | 高温(~260) |
| 柔軟性 | 低い | 低い(硬い) | 高い(編み込みあり) |
| 表面の滑らかさ | 電解研磨(良好) | エクストルード(良) | ペースト押出(優) |
| イオン溶出リスク | 高(金属イオン) | 低い | ニア・ゼロ |
このパターンがわかりますか?混合用途の化学薬品供給システム(CDS)では、PTFEがすべての条件を満たす唯一の材料であることが多い。
流れの物理学:圧力損失を無視してはいけない
さて、数学をいくつか紹介しよう。心配しないで、役に立つから。
工具の接続を設計する場合、ポンプがホースの長さに対応できるかどうかを知る必要があります。PTFEは滑らかなので助かりますが、それでもディスペンスノズルで流量が一定に保たれるように、圧力損失(デルタP)を計算する必要があります。
一般的には、ダルシー・ワイスバッハ方程式を使います。ここでは派手なLaTeXは書けないので、計算に使えるプレーンテキスト版をここに示す:
圧力損失の計算式:
デルタ_P = f * (L / D) * (rho * V^2) / 2
どこでだ:
- デルタ_P:圧力降下 (Pa)
- f:ダルシー摩擦係数(無次元 - PTFEでは低い!)
- L:ホースの長さ (m)
- D:ホース内径(m)
- ロー:流体の密度 (kg/m^3)
- V:流速(m/s)
なぜこれが重要なのか:
ホースの内径(Inner Diameter)を小さくすると、Vが上がります。V'は計算式で2乗されるため、圧力損失は急上昇します。これは、ホース内にキャビテーションやマイクロバブルを発生させます。 超純水システムこれは、ウェハープロセスでは大反対である。
逡巡している場合は、常に内径を少しオーバーサイズにする。そうすることで流速が抑えられ、層流が保たれます。

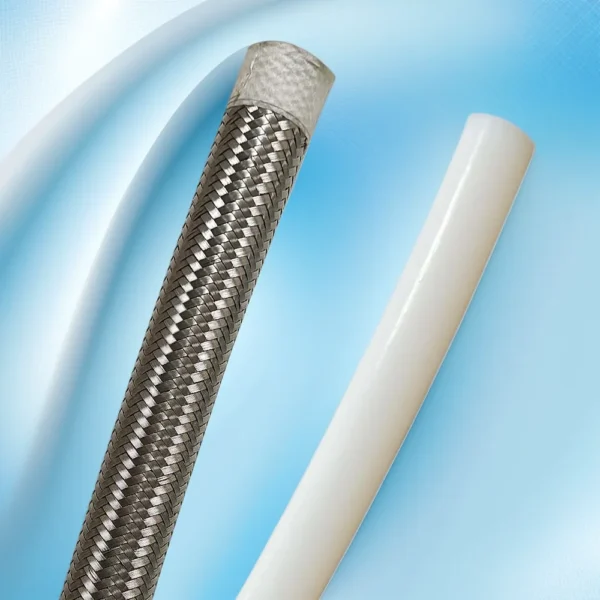
帯電防止PTFE編組ホース - ステンレススチール編組を使用したフレキシブルガスライン
私たちの 帯電防止PTFE編組ホース に最適です フレキシブルガスライン アプリケーション。ステンレス鋼で補強されたこの 編組燃料ライン 耐久性と安全性を確保します。 導電性編組チューブ 静電気を放散するので、危険な環境に最適です。 ステンレス鋼編組テフロンホース オプション。
現実世界の頭痛の種:浸透」問題
ここで、多くのサプライヤーが教えてくれないことがある。PTFEは魔法のようなものですが、完璧ではありません。PTFEは 浸透.
ガス分子(HCl蒸気など)は実際に移動することができる。 を通して を腐食させます。薄いPTFEライナー付きの標準的なゴムホースを使用した場合、ガスはライナーを通り抜け、ゴムやステンレススチール編組にぶつかり、ホースから腐食し始めます。 インサイド・アウト.
酸の蒸気がライナーに浸透して、ステンレスのブレードが錆の粉になっているのを見たことがある。
テフロンXではこれをどのように解決しているのか:
私たちは、PTFEの結晶化度を高めるために特定の製造技術を使用しています。
- より高い結晶化度 = より密度の高い構造。
- 密度の高い構造 = 気体分子が通り抜けにくい。
また、ポンピングする薬品の分子サイズに応じて、特定の厚さのグレードをお勧めします。必要な厚みがわからない場合は、下記までメールでお問い合わせください。 アリソン・イェ@teflonx.com.真面目な話、推測は禁物だ。
クリーンルーム規格と "最初の洗浄"
きれいな」ホースを買う。それを取り付ける。パーティクルカウンターが狂う。何が起こったのか?
ホースがきれいな素材でできているからといって 内部 は清潔にしてください。工場からのほこり、押し出し油、切削屑などが詰まっている可能性があります。
で テフロンX私たちは、洗浄工程を宗教的儀式のように扱っています。リンスには純水(脱イオン水)を使用し、すべてをクラス1000のクリーンルーム環境で梱包しています。
しかし、経験から得たヒントがある: 生産前には必ずラインを洗浄する。
可能であれば、新しいループにUPWを少なくとも24時間流す。TOC(全有機炭素)と比抵抗を測定する。比抵抗が18.2MΩ・cmのマジックマークに達したときのみ、ツールへのバルブを開きます。
インストールホースをねじらないでください!
何度も言うようだが、故障の50%はインストールで起こる。
PTFEは強靭だが、「最小曲げ半径」を超えるとライナーがよじれる。キンクはストレスポイントです。時間の経過とともに、熱サイクル(熱水、冷化学薬品)により、その応力点は亀裂となります。
経験則:
カタログに曲げ半径が5インチと書いてあっても、無理に4インチのループに入れようとしないでください。今日は大丈夫に見えても、3ヵ月後には水漏れを起こしていることでしょう。
また、"トルクのねじれ "にも注意してください。継手(JIC、NPT、フレア)を締めるとき、ホース自体をねじっていないか確認してください。圧力下でねじれたホースは、時限爆弾です。レンチを2本使い、1本はホースを押さえ、もう1本はナットを回す。
ケーススタディロジック・チップ・メーカー
簡単な話をしよう(NDAの関係で名前は伏せてある)。
スマートフォン用のロジックチップを製造している顧客がいた。ウェットベンチでの洗浄工程で、歩留まりが不規則に低下していたのです。その原因は、微量の鉄(Fe)とクロム(Cr)にあった。
彼らはタンクをチェックした。クリーンだ。
彼らはフィルターをチェックした。クリーンだ。
をチェックした。 PTFEライニングホース.
静電気の蓄積を防ぐために「導電性黒色」PTFEライナーを使用した他社製ホースを使用していたことが判明した。そのライナーのカーボンブラックフィラーは高純度ではなかった。攻撃的な化学反応によって、カーボンフィラー自体から金属が溶出していたのだ。
修正
に交換した。 テフロンX 高純度PFA/PTFE導電ホースは、ライナー全体に汚れたカーボンを混ぜるのではなく、特殊な超高純度カーボンの剥離方法を採用している。
結果:
鉄のレベルが検出限界以下に下がった。歩留まりは通常に戻った。ホース交換のROIは日単位ではなく時間単位で計算された。

耐久性の高いPTFEライニングホース | 過酷な環境に適した多層テフロンチューブ
PTFEライニングを施した高耐久性ホースは、多層構造を採用し、鉱業や化学処理における耐摩耗性を実現します。PTFEコアは紫外線による劣化や酸化に強く、外側の編組は引張強度を高めます。連続使用で10年以上の耐用年数を実現します。
正しい金具の選択
ホースは戦いの半分に過ぎない。通常は接続部分が弱点となる。
半導体用途では、できる限り標準的なNPTネジの使用を避けてください。NPTはバクテリアが繁殖する巻き込みゾーン(デッドレッグ)を作ります。
推奨フィッティング
- フレア継手: PTFEライナーをフィッティングの表面でフレアさせます。流体はPTFEに触れるだけです。金属との接触はありません。PFAチューブおよび PTFEライニングホース.
- サニタリー・トライクランプ: 太い口径のラインに最適。洗浄が簡単。
- カムロック(PTFEライニング): バルク輸送には適しているが、ガスケットが化学的に適合していることを確認すること。
私たちの 商品カテゴリー私たちは、スムーズで途切れることのない流路を維持するための接続を優先していることがおわかりいただけるでしょう。
なぜ "十分 "では不十分なのか
他の業界では、一般的なホースで済ませられるかもしれない。"水が入るでしょ?"
しかし、セミでは "十分 "ではクビになる。ノードのサイズが小さくなるにつれて(オングストロームの時代も間近だ)、コンタミネーションに対する感度は指数関数的に高まる。
単なるベンダーではなく、パートナーが必要です。ゼータ電位を理解し、疎水性表面が流動力学にどのような影響を与えるかを知り、TOCレベルが急上昇するかどうかを実際に気にかけてくれる人が必要です。
で テフロンX私たちは単にプラスチック・チューブを売っているのではありません。私たちはプロセスの完全性を売っているのです。
よくある質問よく聞かれること
Q1: PTFEホースは高温硫酸に対応できますか?
アブソーテリー。PTFEは260℃まで耐えられる。しかし、その温度での定格圧力を確認する必要があります。熱の上昇に伴い、圧力能力は低下します。これを安全に計算するために、ディレーティング・チャートを提供しています。
Q2: 導電性PTFEライナーと非導電性PTFEライナーの違いは何ですか?
いい質問ですね。非導電性の液体(溶剤や燃料など)を高速でポンピングすると、静電気が蓄積します。これがアーク放電すると、ライナーにピンホールが開くことがあります(これを静電気放電と呼んでいます)。このような液体には マスト 電荷をアースするには、導電性(黒色裏地付き)ホースを使用する。UPWの場合、最大純度を確保するため、通常は標準的な非導電性(白)が望ましい。
Q3: ケミカルホースの交換頻度はどのくらいですか?
化学物質による。良性のUPWであれば、何年も使用できます。高温のHFやオゾンについては、予防的なメンテナンス・スケジュールをお勧めします。漏れを待ってはいけません。外側の編組に腐食が見られたり、ホースの柔軟性が失われた場合は、直ちに交換してください。
Q4: 特注の長さやフィッティングは可能ですか?
そう、それが私たちの得意分野なのだ。ファブ・ユーティリティ・ループでは、1つのサイズがすべてにフィットすることはありません。必要な特定のフレアやフランジで、正確な長さのアセンブリーを作ります。
ステンレススチール編組テフロンホース | 高圧PTFEライニングチューブ
ステンレス鋼編組PTFEホースは、優れた耐薬品性と強化された機械的強度を兼ね備えており、高圧油圧システムや航空宇宙冷却ラインに最適です。PTFE内層は酸、アルカリ、溶剤に耐性があり、金属編組により最大1.6MPaまでの耐久性を実現しています。内径は1~200mmで、柔軟な設置が可能です。
プロセスを保護する準備はできていますか?
$100のホースで$100,000ウェハーのロットを台無しにしないでください。リスクを冒す価値はない。
古い工場を改修する場合でも、ゼロから新しいクリーンルームを建設する場合でも、流体移送のニーズについてご相談ください。適切な直径、適切なライナーの厚さ、適切な継手を選択し、コンタミネーションをゼロにするお手伝いをいたします。
の全製品をご覧ください。 PTFEチューブ.
トリッキーな化学薬品アプリケーションをお持ちですか?スペックを私に直接送ってください。 アリソン・イェ@teflonx.com.また、私たちの仕事についてもっと知りたい方は、私たちのウェブサイトをご覧ください。 お問い合わせ ページ。
粒子数を抑え、収量を上げていこう。
