
Pernah Bertanya-tanya Mengapa Selongsong Bakar (Heat Shrink Tubing) Anda Tidak Terpasang Dengan Pas?
Bayangkan ini: Anda sedang sibuk membangun prototipe, kabel ada di mana-mana, dan Anda memiliki selongsong PFA yang ramping ini siap untuk dipasang pada komponen Anda. Anda memanaskannya, mengharapkan pembungkus pelindung yang pas, tetapi ternyata tidak—selongsong tersebut mengkerut dengan aneh atau menyisakan celah yang terlihat sangat amatir. Terdengar familiar? Sebagai seseorang yang telah menghabiskan terlalu banyak larut malam menyempurnakan desain di Teflon X, saya memahaminya. Kekecewaan itu biasanya bermuara pada satu detail kecil: rasio penyusutan PFA.
Kita berbicara tentang angka ajaib itu—seperti 1,3:1 atau 1,6:1—yang memberi tahu Anda seberapa banyak selongsong akan menyusut saat dipanaskan. Ini bukan sekadar spesifikasi pada lembar data; ini adalah perbedaan antara perakitan yang sempurna dan perakitan yang gagal dalam inspeksi. Dan bagi Anda di bagian pengadaan yang mencari produk yang tepat, selongsong susut PFA, atau desainer yang menghitung angka untuk pencocokan ukuran, menguasai hal ini dapat menghindari sakit kepala, menghemat biaya, dan mencegah komplain dari bagian produksi.
Dalam obrolan ini, kita akan mengupas apa yang membuat 1,3:1 and 1,6:1 berbeda, membandingkannya secara berdampingan, dan berbagi beberapa pengalaman dari proyek-proyek yang berhasil dengan gemilang. Saya mengambil referensi dari spesifikasi nyata—seperti panduan Zeus dan lembar data Parker—agar informasi tetap akurat, tanpa basa-basi. Pada akhirnya, Anda akan tahu persis cara memilih yang terbaik untuk pekerjaan Anda berikutnya. Dan jika ini bermanfaat dan Anda memerlukan penawaran, hubungi Allison.Ye@teflonx.com atau kunjungi halaman kontak. Kami siap membantu Anda di Teflon X.
Jadi, Apa Sebenarnya Rasio Penyusutan PFA Itu?
Baiklah, mari kita mulai dengan yang sederhana. Rasio penyusutan PFA pada dasarnya adalah seberapa banyak diameter selongsong Anda menyusut saat dipanaskan—anggap saja sebagai faktor 'sebelum dan sesudah'. Jika rasionya 1,3:1, itu berarti untuk setiap 1,3 unit diameter awal, Anda akan mendapatkan 1 unit setelah penyusutan. Hasilnya, terjadi pengurangan sekitar 23%. Beralih ke 1,6:1, Anda akan melihat penyusutan sekitar 38%—lebih fleksibel, lebih toleran untuk bentuk yang tidak beraturan.
Tapi mengapa harus PFA secara spesifik? Perfluoroalkoxy (PFA) seperti sepupu yang tangguh dalam keluarga fluoropolimer. Material ini tahan terhadap bahan kimia, tahan suhu dari -200°C hingga +260°C, dan tetap cukup transparan untuk melihat bagian dalam pengaturan Anda. Berbeda dengan bahan poliolefin yang lebih murah tetapi meleleh di bawah panas yang nyata, PFA adalah pilihan utama untuk komponen kedirgantaraan, probe medis, atau apa pun yang menggunakan tegangan tinggi tanpa masalah.
Sekarang, hubungkan dengan tingkat ekspansi panas susut—itu adalah sisi sebaliknya, seberapa banyak 'ruang' yang dimiliki selongsong sebelum mulai menyusut. Ini semua tentang peregangan awal selama proses manufaktur; ekspansi yang lebih tinggi berarti selongsong dapat menangani perubahan ukuran yang lebih besar pada komponen Anda. Insinyur menyukai hal ini karena berdampak langsung pada kalkulasi ukuran Anda. Jika salah, Anda akan memesan stok yang terlalu besar atau menghadapi risiko selongsong robek saat pemasangan.
Dari pengalaman saya dalam pemecahan masalah di Teflon X, saya telah melihat tim membuang-buang gulungan selongsong karena memilih rasio yang salah. Satu tip awal: selalu periksa kembali diameter maksimum substrat Anda terhadap ukuran selongsong yang telah menyusut. Panduan ekstrusi fluoropolimer Parker menjelaskannya—PFA pada 1,3:1 unggul untuk toleransi yang ketat, sementara 1,6:1 bekerja dengan baik pada profil yang tidak teratur. Ini bukan ilmu roket, tetapi terasa seperti itu saat tenggat waktu mendekat.

Tabung Penyusut Panas Kejernihan Tinggi untuk Kabel Industri – Gesekan Rendah
Tabung penyusut panas PFA dengan kejernihan tinggi memadukan transparansi optik dengan kinerja kelas industri. Dirancang untuk gesekan rendah dan ketahanan kimia, tabung ini melindungi kabel dalam kondisi yang keras. Sifat antilengket material mencegah adhesi serpihan, ideal untuk pengolahan makanan atau peralatan medis. Dengan sertifikasi UL, tabung ini menjamin keamanan dan keandalan.
Menyelam Lebih Dalam: Detail Teknis 1,3:1 dan 1,6:1
Oke, saatnya mulai bekerja dan membandingkan keduanya secara langsung. Saya telah membuat tabel cepat berdasarkan spesifikasi standar dari perusahaan seperti Saint-Gobain dan Adtech—angka nyata, bukan tebakan. Ini akan membantu Anda memperkirakan mana yang sesuai dengan kebutuhan proyek Anda.
| Aspek | Rasio Penyusutan PFA 1,3:1 | Rasio Penyusutan PFA 1,6:1 |
|---|---|---|
| Persentase Penyusutan | ~23% pengurangan diameter | ~38% pengurangan diameter |
| Terbaik Untuk | Diameter yang seragam dan presisi (misalnya, kabel lurus) | Komponen variabel atau tirus (misalnya, konektor) |
| Suhu Penyusutan Minimum | 220°C (berdasarkan standar ASTM) | 220°C (serupa, tetapi lebih toleran terhadap penggunaan heat gun) |
| Rentang Operasi | -200°C hingga +260°C | -200°C hingga +260°C |
| Ketebalan Dinding Tipikal (Setelah Menyusut) | 0,3-0,5 mm | 0,4-0,6 mm (lebih tebal setelah menyusut untuk perlindungan tambahan) |
| Biaya per Kaki (Perkiraan) | Lebih rendah—menghemat bahan untuk pemasangan yang ketat | Sedikit lebih tinggi, tetapi mengimbangi pemborosan pada ketidaksesuaian ukuran |
| Laju Ekspansi | Regangan awal lebih rendah; membutuhkan ukuran yang sangat akurat | Regangan lebih tinggi; menangani hingga 60% pemulihan berlebih |
Data diambil langsung dari lembar spesifikasi produsen—seperti panduan pemulihan Zeus, yang mencatat 1,3:1 untuk "diameter konstan" dan 1,6:1 untuk diameter yang "seragam tetapi bervariasi". Lihat bagaimana tingkat ekspansi heat shrink berperan di sana? Untuk 1,6:1, kemampuan ekstra tersebut berarti Anda dapat memasangnya pada ujung yang besar tanpa perlu diregangkan sebelumnya, sehingga memangkas waktu pemasangan sebesar 20-30% berdasarkan pengalaman saya.
Namun jangan hanya terpaku pada angka. Pikirkan tentang rasanya—tubing 1,3:1 menyusut dengan cepat dan rapi, seperti membungkus kado yang ukurannya sudah pas. Saya ingat revisi desain saat kami beralih ke produk tersebut untuk prototipe kateter; toleransi turun menjadi di bawah 0,1 mm, dan klien sangat puas. Di sisi lain, 1,6:1? Itu adalah pilihan yang fleksibel. Menangani momen "ups, bagian ini sedikit lebih besar" tanpa retak. Dalam satu maket kedirgantaraan, hal ini menyelamatkan seluruh desain ulang karena konektor melebar secara tidak terduga.
Tip profesional: Pertimbangkan sumber panas Anda. Oven memberikan penyusutan yang merata, tetapi obor? Obor dapat menciptakan titik panas pada 1,3:1 lebih cepat, yang berisiko menyebabkan tarikan yang tidak rata. Spesifikasi Gendian Materials menyoroti bagaimana rasio 1,6:1 yang lebih luas meredam hal tersebut.
Kapan 1,3:1 Menang, dan Kapan 1,6:1 Menjadi Pilihan Utama Anda?
Pemilihan bergantung pada tujuan akhir Anda—pencocokan ukuran adalah hal terpenting bagi profesional pengadaan, tetapi desainer harus berpikir lebih luas. Jika Anda menentukan spesifikasi untuk perangkat medis, di mana setiap mikron sangat berarti, presisi 1,3:1 adalah pemenangnya. MarketsandMarkets melaporkan pasar heat shrink FEP/PFA mencapai titik ideal fleksibilitas pada 1,6:1 untuk keseimbangan kelenturan dan daya tahan pada probe dan sensor. (Meskipun PFA lebih unggul dari FEP dalam hal panas.)
Untuk elektronik? Katakanlah Anda mengisolasi kabel tegangan tinggi. Rasio ekspansi ekstra 1,6:1 memungkinkan Anda menutup diameter bertingkat tanpa perlu banyak bagian—sambungan lebih sedikit, titik kegagalan lebih sedikit. Saya telah menawarkan bundel produk kami selongsong susut PFA kepada tim yang mengerjakan rangkaian kabel baterai kendaraan listrik (EV); mereka sangat menyukai 1,6:1 karena kemampuannya melewati lekukan tanpa tertekuk.
Dan bahan kimia? Ketahanan pelarut PFA sangat luar biasa—inersia total terhadap sebagian besar asam, menurut informasi teknis Entegris. Pasangkan itu dengan 1,3:1 untuk alat kelengkapan laboratorium, dan Anda akan mendapatkan segel anti bocor yang tahan bertahun-tahun.
Cerita dari Lapangan: Bagaimana Rasio-Rasio Ini Menyelamatkan Keadaan
Tidak ada yang mengalahkan mendengarkan bagaimana hal ini berjalan di kehidupan nyata, bukan? Saya akan menyamarkan nama-namanya, tetapi ini diambil langsung dari log proyek Teflon X.
Ambil contoh satu pemasok otomotif ini—kami sedang sibuk membuat prototipe penutup sensor untuk kompartemen mesin. Desain awal membutuhkan 1,3:1, tetapi housing tersebut memiliki tumpukan toleransi yang mengganggu dari hasil pengecoran. Boom, celah di mana-mana. Beralih ke 1,6:1, dan tingkat ekspansi heat shrink menutupi varians tersebut dengan sangat baik. Hasil akhirnya? Tanpa pengerjaan ulang, dan mereka meningkatkan volume pesanan sebesar 50%. Suhu mencapai 250°C dalam pengujian, tanpa masalah.
Atau bayangkan startup teknologi medis dengan rakitan kateter. Bagian pengadaan sangat khawatir tentang audit ukuran FDA. Kami memandunya melalui penyusutan ketat 1,3:1—kembali ke spesifikasi yang tepat, lulus pemeriksaan biokompatibilitas pada percobaan pertama. Menghemat waktu mereka berbulan-bulan; sekarang mereka meningkatkan skala produksi dengan stok kami.
Ini bukan kebetulan. Tinjauan heat shrink dari Chukoh Chemical mendukungnya: PFA pada rasio ini memberikan sifat permukaan tanpa banyak mengubah substrat. Di bengkel kami, kami telah melihat 1,6:1 memotong tingkat sisa (scrap) sebesar 15% pada bagian yang tidak beraturan, sesuai pelacakan internal.

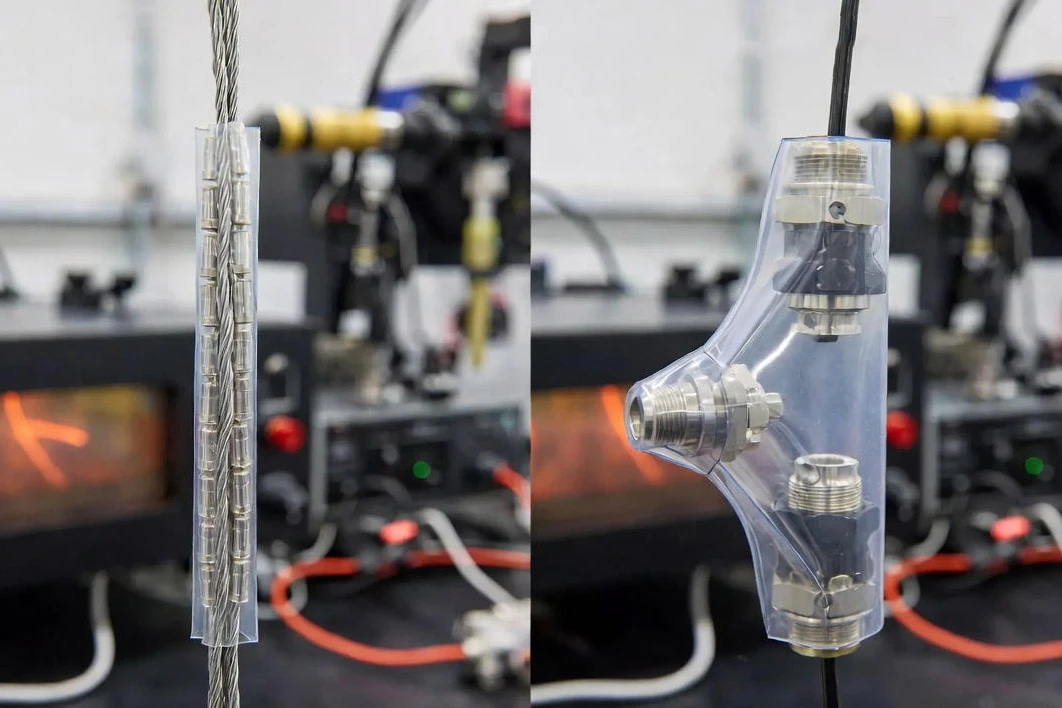
Selongsong Konektor Penyusut Panas Bening – Mudah Dibersihkan & Isolasi
Optimalkan sambungan listrik dengan selongsong konektor penyusut panas yang bening. Selongsong ini memiliki insulasi yang luar biasa dan permukaan yang halus untuk pembersihan yang mudah. Tahan terhadap minyak, asam, dan suhu ekstrem, selongsong ini sangat cocok untuk aplikasi kelautan dan otomotif. Desain yang transparan memastikan verifikasi visual yang cepat terhadap terminasi
Menentukan Ukuran: Langkah demi Langkah untuk Pencocokan yang Sempurna
Baiklah, mari kita mulai praktik langsung. Sebagai insinyur desain, Anda tahu prosedurnya, tetapi inilah panduan tanpa basa-basi saya untuk kesesuaian rasio penyusutan PFA yang sempurna.
- Ukur Substrat Anda Dua Kali: Ambil OD maksimal—tambahkan buffer 10-20% untuk kemudahan. Untuk 1,3:1, ID yang disediakan harus 1,3x dari OD maksimal. Jika meleset 5% saja, itu akan menyulitkan Anda.
- Hitung Ekspansi: Tingkat ekspansi heat shrink sangat penting di sini. 1,6:1 memberikan lebih banyak ruang—hingga 1,6x sebelum menyusut. Gunakan dimensi ElringKlinger: PFA standar dimulai pada ID 1mm, menyusut menjadi 0,625mm pada 1,6:1.
- Uji Penyusutan: Buat tiruannya. Panaskan hingga 250°C dalam oven; ukur pemulihannya. Jika longgar, naikkan ke rasio yang lebih tinggi.
- Perhatikan Ketebalan Dinding: Dinding yang lebih tebal setelah penyusutan menambah daya tahan. Data KTG menunjukkan 1,6:1 mencapai 0,5mm dengan mudah, sangat baik untuk abrasi.
Saya pernah mengacaukan ini sebelumnya—memesan 1,3:1 untuk fitting yang melebar (flared), berakhir dengan tumpang tindih yang tersangkut selama pengujian fleksibilitas. Pelajaran yang didapat: selalu lakukan simulasi di CAD terlebih dahulu. Alat bantu seperti panduan pemilihan Grayline membuatnya jadi mudah.
Untuk pengadaan, carilah pesanan grosir dari pemasok seperti kami di Teflon X. Produk kami selongsong susut PFA tersedia dalam kedua rasio, dipotong khusus, dengan COA untuk ketertelusuran.
Keunikan Instalasi: Jangan Biarkan Panas Merusak Anda
Penyusutan adalah tempat teori bertemu dengan kerja keras. Jika dipanaskan terlalu panas, PFA dapat menggelembung—tetaplah di suhu 220-300°C. Oven udara? Bahkan lebih baik untuk pemrosesan batch. Dari tips selongsong BALTRO, 1,3:1 membutuhkan panas yang stabil untuk menghindari efek "kulit gajah", sementara 1,6:1 menghaluskan titik-titik panas.
Satu tips: Rendam terlebih dahulu dalam bedak talek untuk seluncuran yang licin. Setelah penyusutan, periksa adanya rongga—gunakan ultrasonik jika itu bersifat krusial. Kami telah menyempurnakan proses untuk klien, menurunkan tingkat cacat hingga di bawah 2%.
Mengapa Teflon X Bukan Sekadar Vendor Biasa
Begini, saya pernah bekerja di bengkel di mana 'pemasok' berarti keterlambatan dan barang gagal. Di Teflon X, kami bekerja keras bersama Anda—lebih dari satu dekade melakukan ekstrusi PFA, memenuhi standar ISO, dan mengirim ke seluruh dunia. Tim kami memiliki pengalaman langsung dengan segalanya, mulai dari selang yang memenuhi standar SEMI F-57 hingga rasio khusus. Butuh 1.3:1 untuk peralatan medis presisi? Kami punya. 1.6:1 untuk sensor lapangan yang tangguh? Sudah siap.
Kami tidak memberikan omong kosong; ini tentang memecahkan teka-teki penyesuaian ukuran Anda sehingga Anda dapat memenuhi tenggat waktu. Periksa situs untuk spesifikasi, atau hubungi Allison untuk uji coba sampel gratis. Penawaran dalam 24 jam, tanpa basa-basi.
Bayangkan meninggalkan kekacauan ukuran tersebut—desain Anda langsung pas pada percobaan pertama, anggaran pengadaan tetap utuh. Itulah keunggulan Teflon X. Siap untuk mengobrol? Klik Hubungi kami dan mari kita tentukan spesifikasi kesuksesan Anda berikutnya.
FAQ: Tanya Jawab Singkat tentang Rasio Penyusutan PFA
Apa perbedaan besar antara rasio penyusutan PFA 1.3:1 dan 1.6:1 untuk harness kabel saya?
Jawaban singkat: 1.3:1 untuk pemasangan seragam yang sangat akurat, menyusut lebih ketat dengan lebih sedikit sisa bahan. 1.6:1 memberikan fleksibilitas lebih pada diameter yang tidak rata, seperti konektor yang bergelombang—bayangkan penarikan kembali 38% vs 23%. Pilih berdasarkan varians OD maksimum Anda; kami telah melihat 1.6:1 menghemat 20% waktu pemasangan pada harness.
Dapatkah saya mencampur rasio penyusutan PFA dalam satu rangkaian?
Tentu saja, tetapi rencanakanlah. Gunakan 1.3:1 pada jalur lurus agar pas, 1.6:1 pada transisi. Cukup tumpuk sambungan sejauh 25mm dan panaskan secara merata. Berdasarkan panduan Parker, kombinasi ini meningkatkan daya tahan secara keseluruhan tanpa titik lemah. Uji kontinuitas jika itu bersifat elektrikal.
Bagaimana saya tahu jika sumber panas saya tepat untuk laju ekspansi PFA?
Targetkan minimal 220°C—oven untuk presisi, heat gun untuk pengerjaan cepat. Jika mengembang tidak rata, laju ekspansi Anda mungkin tidak cocok; 1.6:1 menangani variabilitas obor dengan lebih baik. Adtech merekomendasikan pemantauan dengan termometer IR agar tetap di bawah 300°C dan menghindari degradasi.

Tabung Penyusut PFA Ultra-Transparan – Tahan Bahan Kimia & Panas
Tabung menyusut PFA yang sangat transparan memberikan ketahanan kimia dan panas yang tak tertandingi (-40°C hingga 260°C). Kekuatan dielektriknya yang tinggi melindungi perangkat elektronik yang sensitif di laboratorium dan pembangkit listrik. Fleksibilitas materialnya mengakomodasi bentuk yang tidak beraturan, sementara permukaan antilengketnya menahan kontaminan industri. Dipercaya untuk produksi kedirgantaraan dan semikonduktor
