
Ever Wonder Why Your Heat Shrink Tubing Doesn’t Quite Hug Right?
Picture this: you’re knee-deep in a prototype build, wires everywhere, and you’ve got this sleek PFA tubing ready to slide over your components. You heat it up, expecting that snug, protective wrap, but nope—it either bunches up funny or leaves gaps that scream “amateur hour.” Sound familiar? As someone who’s spent way too many late nights tweaking designs at Teflon X, I get it. That frustration usually boils down to one sneaky detail: the PFA shrink ratio.
We’re talking about that magic number—like 1.3:1 or 1.6:1—that tells you how much the tubing will cozy up when you hit it with heat. It’s not just some spec on a datasheet; it’s the difference between a bulletproof assembly and one that fails inspection. And for you procurement folks hunting for the right tubi termorestringenti in PFA, or designers crunching numbers for size matching, nailing this can save headaches, cash, and comebacks from the shop floor.
In this chat, we’ll unpack what makes 1.3:1 and 1.6:1 tick, compare them side by side, and share some war stories from projects that turned out golden. I’ve pulled from real specs—think Zeus guides and Parker data sheets—to keep things straight, no fluff. By the end, you’ll walk away knowing exactly how to pick the winner for your next gig. And hey, if it clicks and you need a quote, drop a line to Allison.Ye@teflonx.com o consultate il nostro pagina dei contatti. We’ve got your back at Teflon X.
So, What’s the Deal with PFA Shrink Ratio?
Alright, let’s start simple. PFA shrink ratio is basically how much your tubing shrinks in diameter when you warm it up—think of it as the “before and after” squeeze factor. If it’s 1.3:1, that means for every 1.3 units of starting diameter, you end up with 1 unit after shrinking. Boom, about 23% reduction. Flip to 1.6:1, and you’re looking at roughly 38% shrink—more give, more forgiveness on wonky shapes.
But why PFA specifically? Perfluoroalkoxy (PFA) is like the tough cousin in the fluoropolymer family. It laughs at chemicals, shrugs off temps from -200°C to +260°C, and stays clear enough to peek inside your setup. Unlike polyolefin stuff that’s cheaper but melts under real heat, PFA’s your go-to for aerospace bits, medical probes, or anything zapping high voltage without drama.
Now, tie in the heat shrink expansion rate—that’s the flip side, how much “room” the tubing has before it commits to shrinking. It’s all about that initial stretch during manufacturing; higher expansion means it can handle bigger swings in your component sizes. Engineers love this because it directly hits your sizing calcs. Miss it, and you’re ordering oversize stock or dealing with tears mid-install.
From my days troubleshooting at Teflon X, I’ve seen teams waste rolls of tubing chasing the wrong ratio. One tip upfront: always cross-check your substrate’s max diameter against the tubing’s recovered size. Parker’s fluoropolymer extrusions guide spells it out—PFA at 1.3:1 shines for tight tolerances, while 1.6:1 plays nice with irregular profiles. It’s not rocket science, but it feels like it when deadlines loom.

Guaina termorestringente ad alta trasparenza per cablaggi industriali – Basso attrito
La guaina termorestringente in PFA ad alta trasparenza combina la trasparenza ottica con prestazioni di livello industriale. Progettata per offrire basso attrito e resistenza chimica, protegge i cavi in condizioni difficili. Le proprietà antiaderenti del materiale impediscono l'adesione di detriti, rendendola ideale per l'industria alimentare o per apparecchiature mediche. La certificazione UL garantisce sicurezza e affidabilità.
Diving Deeper: The Nuts and Bolts of 1.3:1 and 1.6:1
Okay, time to roll up sleeves and compare these two head-on. I’ve sketched out a quick table based on standard specs from folks like Saint-Gobain and Adtech—real numbers, no guesses. This’ll help you eyeball which fits your project’s vibe.
| Aspetto | 1.3:1 PFA Shrink Ratio | 1.6:1 PFA Shrink Ratio |
|---|---|---|
| Shrink Percentage | ~23% diameter reduction | ~38% diameter reduction |
| Ideale per | Diametri uniformi e precisi (es. fili dritti) | Componenti variabili o conici (es. connettori) |
| Temperatura minima di restringimento | 220°C (secondo gli standard ASTM) | 220°C (simile, ma più tollerante con le pistole termiche) |
| Intervallo operativo | da -200°C a +260°C | da -200°C a +260°C |
| Spessore tipico della parete (recuperato) | 0,3-0,5 mm | 0,4-0,6 mm (più spesso dopo il restringimento per una protezione extra) |
| Costo per piede (Stimato) | Minore: risparmio di materiale per accoppiamenti precisi | Leggermente superiore, ma compensa lo spreco in caso di discrepanze |
| Rapporto di espansione | Allungamento iniziale inferiore; richiede un dimensionamento accurato | Allungamento superiore; gestisce fino al 60% di sovra-recupero |
Dati estratti direttamente dalle schede del produttore—come la guida al recupero di Zeus, che riporta 1,3:1 per “diametri costanti” e 1,6:1 per quelli “uniformi ma vari”. Vedete come influisce il rapporto di espansione termorestringente? Per 1,6:1, quel vigore extra significa poterlo infilare su estremità ingombranti senza pre-allungamento, riducendo i tempi di installazione del 20-30% secondo la mia esperienza.
Ma non fermiamoci ai numeri. Pensate alla sensazione: la guaina 1,3:1 si restringe in modo rapido e pulito, come impacchettare un regalo che è già della misura giusta. Ricordo una revisione progettuale in cui siamo passati a questa soluzione per prototipi di cateteri; le tolleranze sono scese sotto lo 0,1 mm e il cliente ne è rimasto entusiasta. Al contrario, la 1,6:1? È l'alleata flessibile. Gestisce quei momenti del tipo “ops, il pezzo è un soffio più grande” senza incrinarsi. In un mockup aerospaziale, ha evitato una riprogettazione completa perché il connettore si era allargato inaspettatamente.
Consiglio dell'esperto: tenete conto della fonte di calore. I forni garantiscono restringimenti uniformi, ma i bruciatori? Possono creare punti caldi sulla 1,3:1 più velocemente, rischiando trazioni non omogenee. Le specifiche di Gendian Materials evidenziano come il rapporto più ampio della 1,6:1 faccia da cuscinetto.
Quando vince la 1,3:1 e quando la 1,6:1 è la soluzione ideale?
La scelta si riduce all'obiettivo finale: l'abbinamento delle dimensioni è fondamentale per i responsabili acquisti, ma i progettisti devono osare di più. Se state progettando dispositivi medici dove ogni micron conta, vince la precisione della 1,3:1. MarketsandMarkets riferisce che il mercato dei termorestringenti in FEP/PFA raggiunge l'equilibrio perfetto di versatilità a 1,6:1 per flessibilità e durata bilanciate in sonde e sensori. (Il PFA però supera il FEP per resistenza al calore).
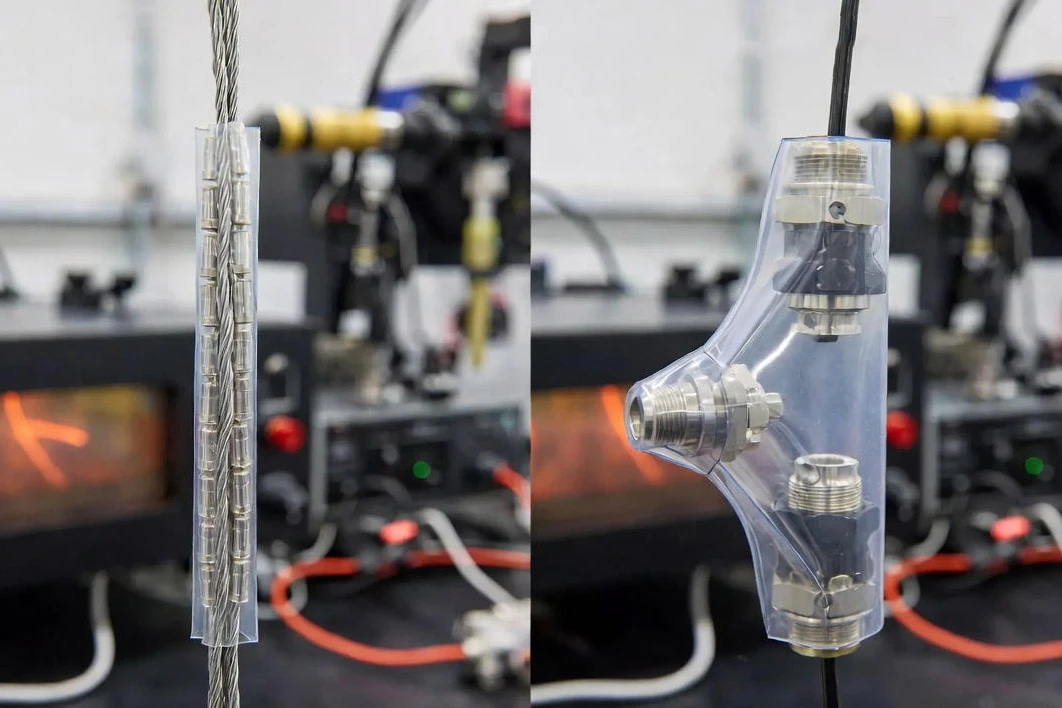
Per l'elettronica? Supponiamo di isolare terminali ad alta tensione. Il rapporto di espansione extra della 1,6:1 consente di coprire diametri a gradino senza pezzi multipli: meno giunzioni, meno punti di potenziale guasto. Ho preventivato lotti dei nostri tubi termorestringenti in PFA ai team che si occupano di cablaggi per batterie EV; sono entusiasti del rapporto 1.6:1 per la posa lungo le curve senza strozzature.
E i prodotti chimici? La resistenza ai solventi del PFA è straordinaria: inerzia totale verso la maggior parte degli acidi, secondo le informazioni tecniche di Entegris. Abbinatela al rapporto 1.3:1 per i raccordi da laboratorio e otterrete sigilli a tenuta stagna che durano anni.
Storie dal campo: come questi rapporti hanno salvato la situazione
Niente è meglio di sentire come vanno le cose nella realtà, giusto? Manterrò i nomi riservati, ma questi dati provengono direttamente dai registri di progetto di Teflon X.
Prendiamo questo fornitore automotive: eravamo immersi nella prototipazione di coperture per sensori nei vani motore. Il progetto iniziale prevedeva un rapporto 1.3:1, ma gli alloggiamenti presentavano fastidiosi accumuli di tolleranza derivanti dalla fusione. Risultato? Lacune ovunque. Siamo passati all'1.6:1 e il tasso di espansione della guaina termorestringente ha coperto le variazioni in modo eccellente. Risultato finale? Zero rilavorazioni e hanno aumentato il volume d'ordine del 50%. Le temperature hanno raggiunto i 250°C nei test, senza problemi.
Oppure immaginate una startup med-tech con assemblaggi di cateteri. Il responsabile acquisti era molto preoccupato per gli audit dimensionali dell'FDA. Lo abbiamo guidato attraverso il restringimento stretto dell'1.3:1: ripristinato alle specifiche esatte, superando i controlli di biocompatibilità al primo colpo. Abbiamo fatto risparmiare loro mesi; ora stanno scalando la produzione con le nostre scorte.
Questi non sono casi isolati. Le panoramiche sulle guaine termorestringenti di Chukoh Chemical lo confermano: il PFA a questi rapporti conferisce proprietà superficiali senza alterare eccessivamente i substrati. Nella nostra officina, abbiamo visto l'1.6:1 ridurre i tassi di scarto del 15% su parti irregolari, secondo il monitoraggio interno.

Guaina di connessione termoretraibile trasparente – Facile da pulire e isolante
Ottimizzate le connessioni elettriche con i manicotti termorestringenti trasparenti. Questi manicotti offrono un isolamento eccezionale e una superficie liscia per una pulizia semplice. Resistenti a oli, acidi e temperature estreme, sono perfetti per applicazioni navali e automobilistiche. Il design trasparente garantisce una rapida verifica visiva delle terminazioni.
Dimensionamento: guida passo dopo passo per un abbinamento infallibile
Bene, passiamo alla pratica. Come ingegneri progettisti conoscete la procedura, ma ecco la mia guida schietta per ottenere l'adattamento perfetto del rapporto di restringimento del PFA.
- Misurate il substrato due volte: Rilevate il diametro esterno (OD) massimo e aggiungete un margine del 10-20% per facilità. Per un rapporto 1.3:1, il diametro interno (ID) fornito dovrebbe essere 1,3 volte l'OD massimo. Sbagliate del 5% e avrete difficoltà nell'applicazione.
- Calcolate l'espansione: Il tasso di espansione della guaina termorestringente è fondamentale qui. Il rapporto 1.6:1 offre più margine, fino a 1,6 volte prima del restringimento. Utilizzate le dimensioni di ElringKlinger: il PFA standard parte da un ID di 1 mm e si restringe a 0,625 mm con un rapporto 1.6:1.
- Test di restringimento: Realizzate un prototipo. Scaldate a 250°C in forno; misurate il recupero dimensionale. Se risulta allentato, passate a un rapporto superiore.
- Valutate lo spessore delle pareti: Pareti più spesse dopo il restringimento aumentano la durata. I dati di KTG mostrano che l'1.6:1 raggiunge facilmente gli 0,5 mm, eccellente per la resistenza all'abrasione.
Ho commesso questo errore in passato: ordinai un 1.3:1 per un raccordo svasato e finii con sovrapposizioni che si impigliavano durante i test di flessione. Lezione imparata: effettuate sempre prima una simulazione in CAD. Strumenti come la guida alla selezione di Grayline rendono l'operazione semplicissima.
Per gli approvvigionamenti, cercate acquisti in grandi volumi da fornitori come noi di Teflon X. I nostri tubi termorestringenti in PFA sono disponibili in entrambi i rapporti, con taglio personalizzato e certificati di analisi (COA) per la tracciabilità.
Particolarità dell'installazione: attenzione al calore eccessivo
Il restringimento è il punto in cui la teoria incontra la pratica. Se riscaldato eccessivamente, il PFA può formare bolle: mantenetevi tra 220 e 300°C. Forni a ventilazione? Ancora meglio per i lotti. Secondo i consigli tecnici di BALTRO, il rapporto 1,3:1 richiede calore costante per evitare l'effetto "pelle di elefante", mentre il rapporto 1,6:1 attenua i punti caldi.
Un trucco: pre-trattare con talco per facilitare lo scorrimento. Dopo il restringimento, ispezionare per verificare la presenza di vuoti; utilizzare gli ultrasuoni se l'applicazione è critica. Abbiamo perfezionato i processi per i clienti, riducendo i difetti a meno del 2%.
Perché Teflon X non è un semplice fornitore
Siamo onesti, ho lavorato in officine dove "fornitore" è sinonimo di ritardi e scarti. In Teflon X, siamo al vostro fianco sul campo: oltre un decennio di estrusione di PFA, conformità agli standard ISO e spedizioni in tutto il mondo. Il nostro team ha esperienza diretta su tutto, dai tubi conformi a SEMI F-57 ai rapporti personalizzati. Serve un 1,3:1 per apparecchiature mediche di precisione? Ce l'abbiamo. Un 1,6:1 per sensori da campo robusti? È pronto.
Non vendiamo fumo; il nostro obiettivo è risolvere i vostri problemi di dimensionamento affinché possiate rispettare le scadenze. Consultate le nostre sito specifiche, o contattate Allison per una prova gratuita dei campioni. Preventivi in 24 ore, senza giri di parole.
Immaginate di eliminare quegli intoppi nel dimensionamento: i vostri progetti che si adattano al primo colpo, i budget di approvvigionamento intatti. Questo è il vantaggio di Teflon X. Pronti a parlarne? Cliccate su contattaci e definiamo insieme il vostro prossimo successo.
FAQ: Risposte rapide sul rapporto di restringimento del PFA
Qual è la differenza principale tra i rapporti di restringimento PFA 1,3:1 e 1,6:1 per il mio cablaggio?
In breve: l'1,3:1 è per accoppiamenti perfettamente uniformi, con un restringimento maggiore e meno spreco di materiale. L'1,6:1 offre più flessibilità su diametri irregolari, come connettori sporgenti: si pensi a un ritiro del 38% rispetto al 23%. Scegliete in base alla variazione massima del diametro esterno; abbiamo visto l'1,6:1 far risparmiare il 20% del tempo di installazione sui cablaggi.
È possibile combinare diversi rapporti di termoretrazione del PFA in un unico assemblaggio?
Certamente, ma occorre pianificare. Utilizzate l'1,3:1 sui tratti rettilinei per l'aderenza e l'1,6:1 sulle transizioni. È sufficiente sovrapporre le giunzioni di 25 mm e riscaldare uniformemente. Secondo le guide Parker, questa combinazione aumenta la durata complessiva senza creare punti deboli. Testate la continuità se si tratta di un'applicazione elettrica.
Come posso sapere se la mia fonte di calore è adatta al tasso di espansione del PFA?
Puntate ad almeno 220°C: forni per la precisione, pistole termiche per interventi rapidi. Se la svasatura è irregolare, il tasso di espansione potrebbe non essere adeguato; l'1,6:1 gestisce meglio la variabilità della fiamma. Adtech raccomanda il monitoraggio con termometri a infrarossi per rimanere sotto i 300°C ed evitare la degradazione.

Tubo termoretraibile in PFA ultra-trasparente – Resistente agli agenti chimici e al calore
Il tubo termoretraibile in PFA ultra-trasparente offre una resistenza chimica e termica ineguagliabile (da -40 °C a 260 °C). L'elevata rigidità dielettrica protegge i dispositivi elettronici sensibili in laboratori e centrali elettriche. La flessibilità del materiale si adatta a forme irregolari, mentre la superficie antiaderente resiste ai contaminanti industriali. Ideale per la produzione aerospaziale e di semiconduttori.
